登錄
登錄
 注冊
注冊
模具RFID無線編碼識別系統
當前,全球范圍內智能制造加速演進,制造業領域的競爭日趨激烈。在國內經濟發展新常態的宏觀背景下,產業數字化與智能化升級步伐明顯加快,正逐步成為汽車制造、機床加工等眾多行業實現經濟增長的關鍵動力源。
沖壓車間作為整車制造流程的起點,其智能化改造已刻不容緩。近年來,隨著無線通信技術的持續突破以及智能工廠理念的落地,工廠的自動化水平大幅提升,各制造企業正積極向標桿式的“燈塔工廠”看齊。原有設備在技術層面已顯滯后,而新興技術層出不窮。為兼顧成本控制與生產效率的提升,亟需引入物聯網技術對現有設備實施升級改造。
回溯至2007年,一汽-大眾汽車有限公司在成都設立其首個異地分公司,廠區占地面積達1220畝,建成了涵蓋沖壓、焊裝、涂裝、總裝在內的四大工藝車間,并在此投產大眾品牌轎車及全新子品牌——捷達系列車型。時至今日,一汽-大眾成都分公司產品線已覆蓋捷達與大眾兩大品牌、共計四個車型,年產能峰值達到70萬臺。
隨著“中國制造2025”戰略的深入推進,生產流程中的供應、制造、銷售等各環節將逐步實現自動化與智慧化,驅動制造業經歷深層次的轉型與重塑。汽車制造業作為其中的典型代表,亦在這場變革浪潮中主動求變。借助伺服控制、物聯網等前沿技術對現場老舊設備進行升級,以實現質量提升與成本降低的目標,已成為應對挑戰的關鍵路徑。這要求我們逐步運用數字化、物聯網等新型手段,有效解決一線生產難題。
現狀分析:沖壓模具編碼識別現狀
在汽車制造工藝鏈條中,沖壓工序作為首道關鍵環節,其生產效率與產品質量直接關乎整車的制造效能。在多車型共線生產的模式下,單一車型通常包含數十乃至上百種自制沖壓件,與其配套的模具數量極為龐大。在生產不同零件時,模具的頻繁切換對制造系統構成了嚴峻挑戰,其中模具編碼的精準識別是確保模具正確安裝的核心前提。
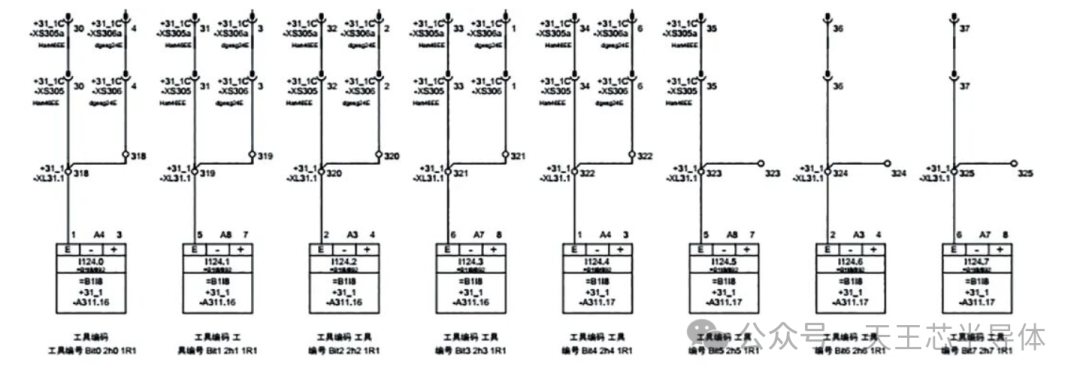
傳統的模具編碼識別技術采用基于48芯數據線的物理連接方式(圖1)。在模具端,預設的編碼規則將模具代碼轉換為二進制信號,隨后經由接線端子排接入PLC(可編程邏輯控制器)輸入端,從而實現信息的傳輸,詳見圖2。
圖1 傳統模具編碼識別系統的48芯數據物理連接方式
圖2 模具二進制編碼信號通過接線端子傳輸至PLC的接線原理
模具編碼識別痛點分析
高額維護成本:數據線的頻繁插拔操作加劇了高可靠性連接器(如哈丁接頭)及其線纜組件的物理損耗,導致人工維護與備件更換的成本顯著上升。尤其是在新模具投產階段,復雜的接線工程量呈指數級增長,進一步推高了生產前的準備成本。
低下作業效率:每次切換模具均需執行十余次手動插拔操作。作業人員需攀爬至工作平臺完成接線,不僅違背了人機工程學原理,還存在高空墜落的安全隱患,最終導致模具更換周期被人為延長。
過長停機時間:因線纜故障或連接器接觸不良引發的模具編碼異常,往往需要耗費大量時間進行故障排查。錯綜復雜的接線結構與非可視化的編碼邏輯,進一步拉長了故障定位與修復的周期,嚴重制約了生產線的連續運轉能力,見圖3。
圖3 傳統模具編碼識別系統的故障診斷場景
解決方案
射頻技術簡介
射頻識別(RFID,Radio Frequency Identification)是一種非接觸式自動識別技術。它利用射頻信號在電子標簽與讀寫器之間實現無線數據傳輸,具備抗干擾能力強、識別距離可調(涵蓋低頻、高頻、超高頻等頻段)、支持動態讀寫等多重優勢。其核心構成包括內置芯片的被動式或主動式電子標簽以及專用讀寫器,無需人工干預即可快速獲取目標對象的唯一標識信息。在汽車制造物流領域,RFID電子標簽已被廣泛用于實時追蹤關鍵部件(如發動機、底盤)的物流信息,實現庫存動態可視化與自動化分揀,有效降低了錯配風險。然而,在模具編碼識別這一具體應用場景中,目前大眾整車制造廠尚無推廣先例。
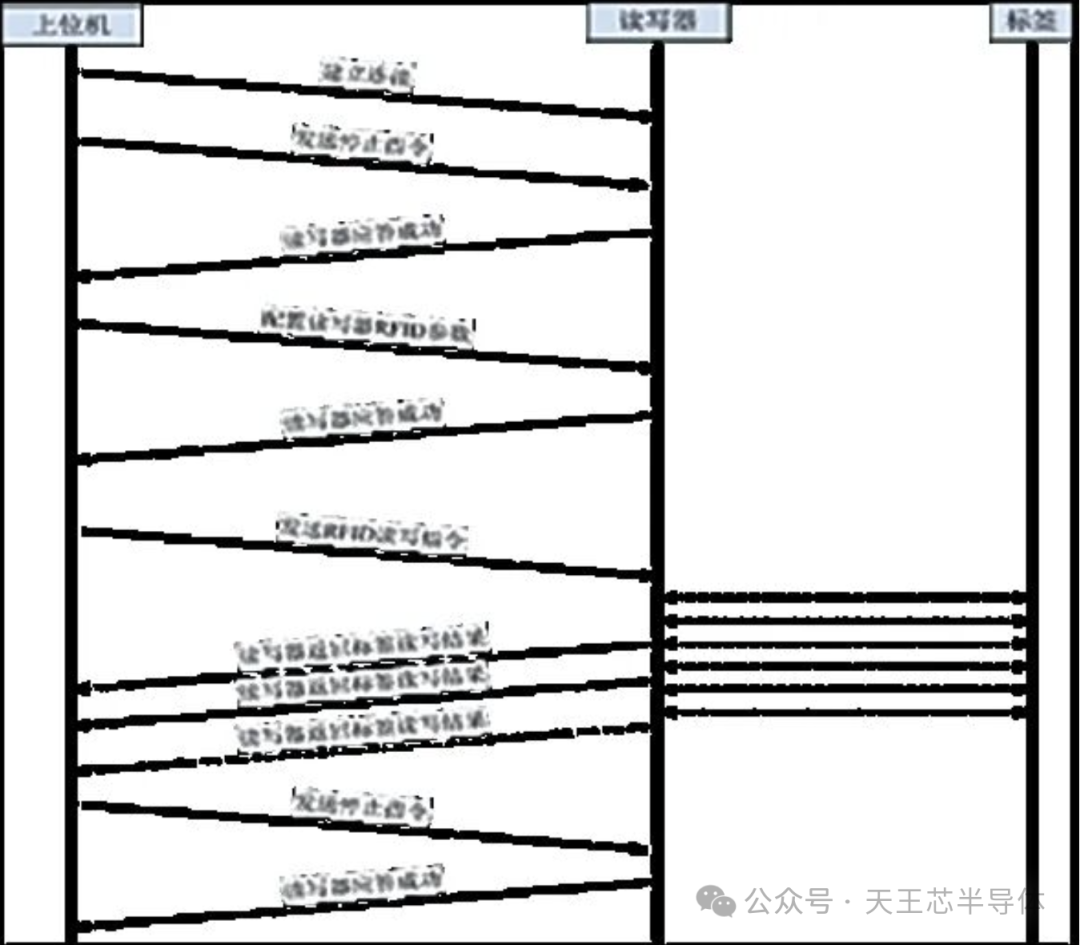
RFID讀寫基本流程
上位機通過指定端口與讀寫器建立通信連接后,會向讀寫器發送以下指令序列:
切換至空閑狀態,以確保能正常響應后續指令;
依據讀寫器的返回狀態,確認其工作正常與否(圖4展示了RFID系統與上位機的通訊模式)。
物聯網與現場設備的融合
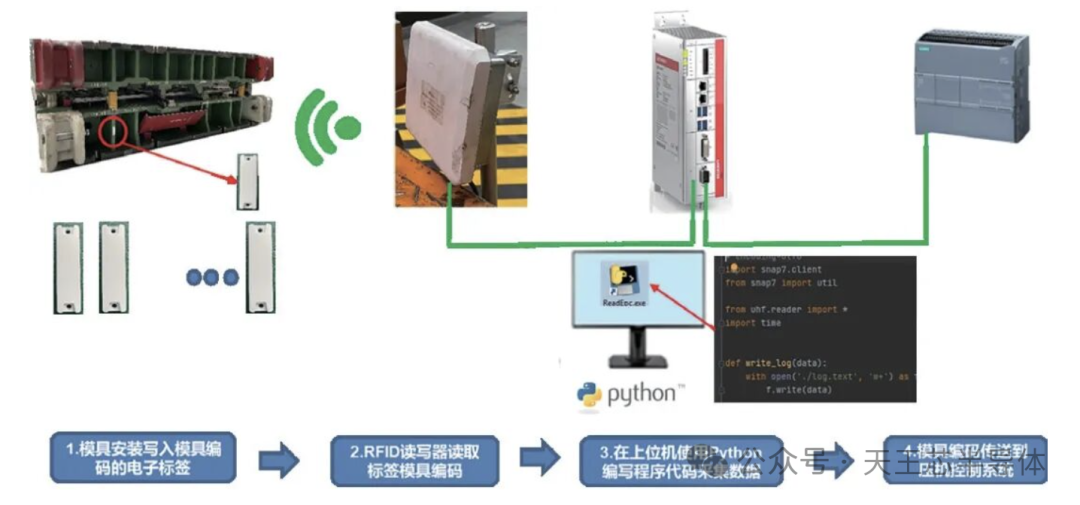
由于RFID讀寫器與現有工業控制設備采用的協議不盡相同,RFID技術在汽車制造模具編碼識別領域的應用場景一直未能廣泛落地。本方案通過多維度技術攻關,選型支持API接口二次開發的工業級RFID讀寫器,并搭配基于Python開發的跨平臺中間件程序,成功構建起RFID系統與PLC系統間的數據交互橋梁(方案設計見圖5)。具體實現路徑如下:
數據解析與協議轉換:中間件程序通過調用RFID讀寫器提供的API接口,實時捕獲標簽的原始數據包。隨后,利用Python的
pySerial庫完成協議解析,從中提取出有效的編碼信息。協議適配與數據映射:解析完成的數據,通過Python的
Snap7功能庫被寫入PLC的數據庫,從而實現了數據向PLC寄存器地址空間的動態映射。系統集成與驗證:依托SCADA系統的實時數據可視化功能,對RFID編碼信號與生產線控制邏輯的同步性進行驗證,確保模具識別數據能夠實現可視化聯動。